Vamos a resolver un problema de la Función de Pérdida de Calidad de Taguchi. Lo haremos paso a paso.
Entendiendo el Problema
Primero, necesitamos identificar el tipo de característica de calidad. ¿Es Nominal es Mejor (Target is Best), Más Grande es Mejor (Larger is Better), o Más Pequeño es Mejor (Smaller is Better)?
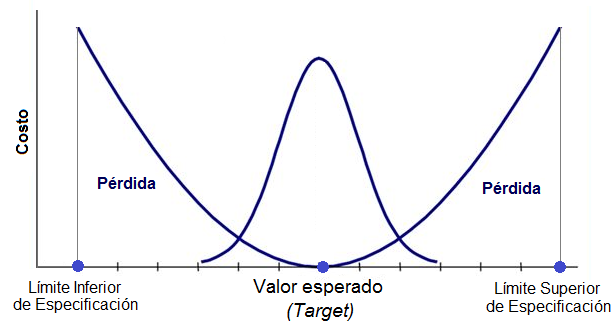
Luego, identificamos el valor objetivo o target (T). También identificamos el límite de tolerancia o la especificación (L). Estos valores son cruciales.
Must Read
Finalmente, debemos tener una idea de los costos asociados con la no conformidad. Esto es, el costo de reparación (A) si el producto está fuera de especificaciones.
Caso: Nominal es Mejor
Supongamos que tenemos una característica de calidad "Nominal es Mejor". El valor objetivo (T) es 50 mm. La especificación (L) es +/- 5 mm. El costo de reparación (A) es $100.
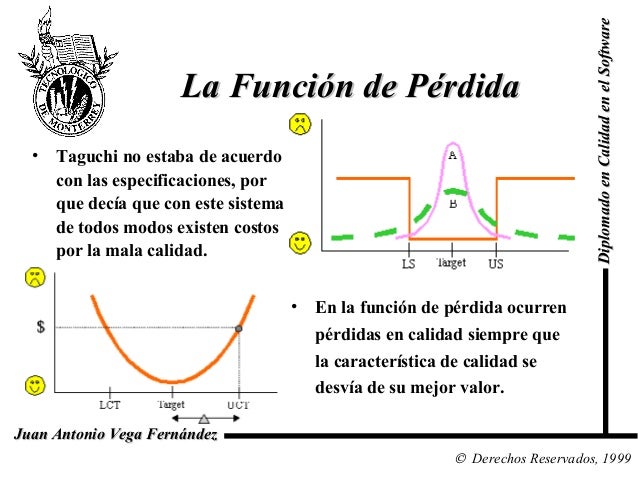
La fórmula para la función de pérdida en este caso es: L(y) = k(y - T)^2. Donde 'y' es el valor real medido y 'k' es la constante de proporcionalidad.
Ahora calculamos 'k'. Usamos la información del costo de reparación. Cuando y = T + L (o T - L), entonces L(y) = A.

Por lo tanto: A = k(L)^2. Sustituyendo los valores: $100 = k(5)^2.
Despejamos k: k = $100 / (5)^2 = $100 / 25 = $4.
Ahora tenemos la función de pérdida específica para este caso: L(y) = $4(y - 50)^2.
Caso: Más Grande es Mejor
Ahora, consideremos un escenario "Más Grande es Mejor". El objetivo es maximizar la resistencia a la tracción. Digamos que la resistencia ideal (T) es infinita, pero tenemos un límite inferior (L) de 80 MPa. El costo de falla (A) si la resistencia es menor que 80 MPa es $500.
La función de pérdida para "Más Grande es Mejor" es: L(y) = k(1/y^2).
Calculamos 'k' de manera similar. Cuando y = L, entonces L(y) = A. Así: A = k(1/L^2).
Sustituyendo los valores: $500 = k(1/80^2) = k(1/6400).
Despejamos k: k = $500 * 6400 = $3,200,000.
La función de pérdida específica en este caso es: L(y) = $3,200,000(1/y^2).
Caso: Más Pequeño es Mejor
Finalmente, veamos "Más Pequeño es Mejor". El objetivo es minimizar la cantidad de impurezas. El límite superior (L) aceptable es 2 ppm. El costo de retrabajo (A) si las impurezas exceden 2 ppm es $200.
La función de pérdida para "Más Pequeño es Mejor" es: L(y) = ky^2.
Calculamos 'k'. Cuando y = L, entonces L(y) = A. Así: A = kL^2.
Sustituyendo los valores: $200 = k(2)^2 = k(4).

Despejamos k: k = $200 / 4 = $50.
La función de pérdida específica para este caso es: L(y) = $50y^2.
Aplicación y Interpretación
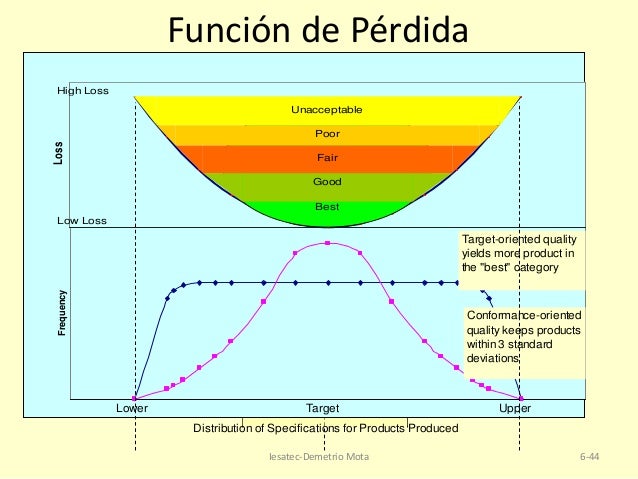
Una vez que tenemos la función de pérdida, podemos calcular la pérdida esperada para diferentes valores de 'y'. Esto ayuda a tomar decisiones sobre el control de calidad y la mejora del proceso.
Podemos calcular la pérdida promedio si tenemos datos de múltiples mediciones. Esto se hace sumando las pérdidas individuales y dividiendo por el número de mediciones.
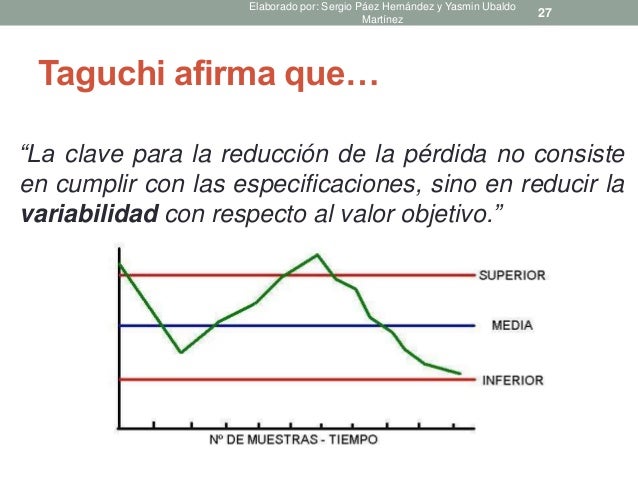
La Función de Pérdida de Taguchi nos permite cuantificar el costo de la variación y tomar decisiones informadas para mejorar la calidad y reducir los costos.