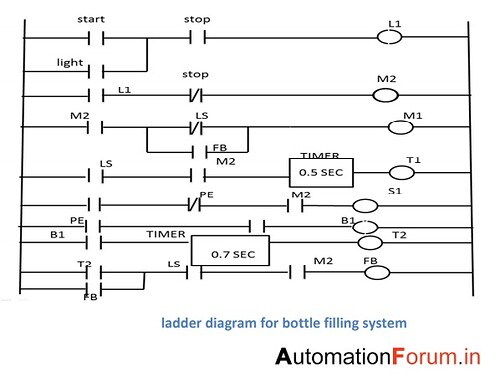
Aquí te presento un diagrama de lógica de escalera para un sistema de llenado de botellas, explicado paso a paso.
Entendiendo el Sistema
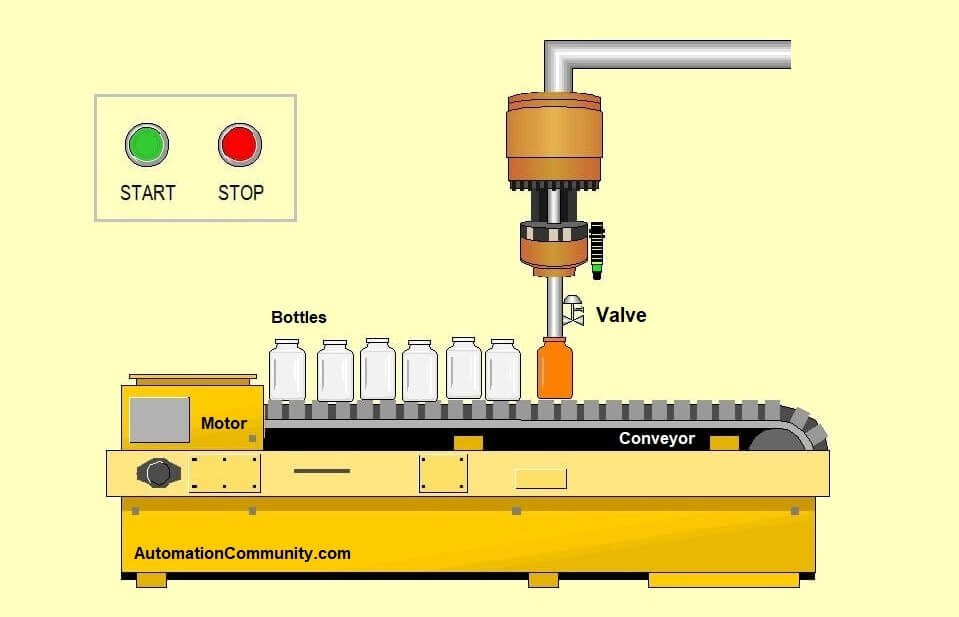
Primero, definamos las partes del sistema. Tenemos una banda transportadora, un sensor de presencia de botella, una válvula de llenado y un sensor de nivel lleno.
La banda mueve las botellas. El sensor detecta si una botella está en posición. La válvula se abre para llenar la botella. El sensor de nivel indica cuando la botella está llena.
Must Read
Definiendo las Entradas y Salidas
Identificamos las entradas del PLC. El sensor de presencia de botella (I:0.0) será una entrada. El sensor de nivel lleno (I:0.1) será otra entrada. Un botón de inicio (I:0.2) para arrancar el sistema también es crucial.
Las salidas del PLC controlan los componentes. La banda transportadora (O:0.0) será una salida. La válvula de llenado (O:0.1) será otra salida.
Desarrollando la Lógica de Escalera
Paso 1: Arranque y Parada del Sistema. Usaremos un circuito de enclavamiento. Este circuito permite que el sistema permanezca activo hasta que se presione un botón de parada (que no incluiremos en este ejemplo, pero se añadiría de forma similar).
El primer peldaño contiene el botón de inicio (I:0.2) en serie con un contacto normalmente abierto (NO) de una bobina de memoria (B3:0/0). En paralelo con el botón de inicio, colocamos otro contacto NO de la misma bobina de memoria (B3:0/0).
La salida de este peldaño activa la bobina de memoria (B3:0/0). Esta bobina "recuerda" que el sistema está en marcha. Esta bobina también activará la banda transportadora (O:0.0) a través de un contacto normalmente abierto (NO) en otro peldaño.
Paso 2: Detección de Botella y Activación de la Válvula. Cuando el sensor de presencia de botella (I:0.0) se activa, queremos detener la banda momentáneamente. También, activar la válvula de llenado.
En un nuevo peldaño, colocamos el sensor de presencia de botella (I:0.0) en serie con un contacto normalmente cerrado (NC) de la bobina del sensor de nivel lleno (que definiremos en el próximo paso, digamos B3:0/1). Esto asegurará que la válvula solo se abra si la botella NO está llena.
La salida de este peldaño activa la válvula de llenado (O:0.1). En otro peldaño colocamos el sensor de presencia de botella (I:0.0) y un contacto normalmente cerrado (NC) de la bobina de nivel lleno (B3:0/1) para desactivar la banda transportadora (O:0.0).
Paso 3: Detección de Nivel Lleno y Desactivación de la Válvula. Cuando el sensor de nivel lleno (I:0.1) se activa, queremos cerrar la válvula. También, permitir que la banda continue transportando la botella ya llena.
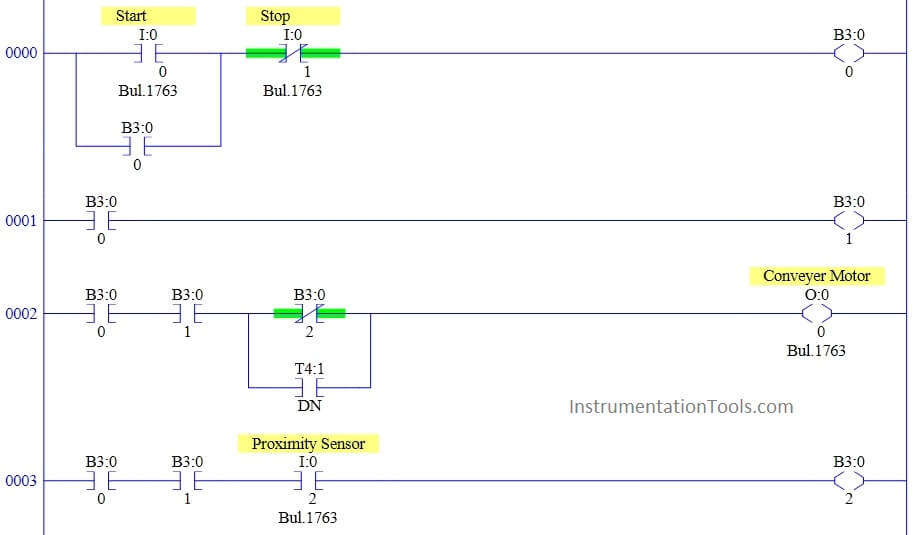
En un nuevo peldaño, colocamos el sensor de nivel lleno (I:0.1). La salida de este peldaño activa una bobina de memoria (B3:0/1) que representa el estado "botella llena". Esta bobina, como vimos antes, desactiva la válvula y activa la banda cuando no está activa.
Resumen de la Lógica:
- El sistema se inicia con el botón de inicio y permanece activo hasta que algo lo detenga (no implementado en este ejemplo).
- Cuando una botella se detecta, la banda se detiene y la válvula se abre.
- Cuando la botella está llena, la válvula se cierra y la banda se pone en marcha de nuevo.
Este es un sistema básico. Podríamos añadir más características. Por ejemplo, contadores de botellas, alarmas para mal funcionamiento y más controles de seguridad.