El Control Estadístico de Calidad (CEC) y Seis Sigma son metodologías poderosas.
Ayudan a las empresas a mejorar sus procesos y productos.
Vamos a explorar ejercicios resueltos para entender mejor estos conceptos.
Must Read
¿Qué es el Control Estadístico de Calidad?
El CEC utiliza herramientas estadísticas para monitorizar y controlar un proceso.
Su objetivo es identificar y eliminar las causas de la variación.
Así se asegura la calidad constante de los productos o servicios.
¿Qué es Seis Sigma?
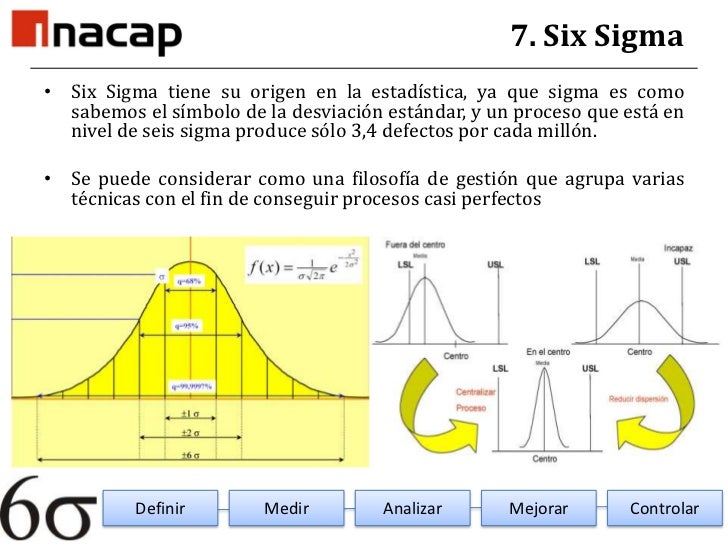
Seis Sigma es una metodología más amplia que el CEC.
Busca la mejora continua de los procesos reduciendo la variación y los defectos.
Su nombre proviene de la meta de tener un nivel de calidad donde solo haya 3.4 defectos por millón de oportunidades (DPMO).

Ejercicio Resuelto 1: Gráfico de Control X-barra y R
Una empresa produce tornillos.
Se toman muestras de 5 tornillos cada hora para medir su diámetro.
El objetivo es verificar si el proceso está bajo control.
Datos: Supongamos que después de 20 muestras, obtenemos:
- Promedio de los promedios (X-barra barra): 10 mm
- Promedio de los rangos (R-barra): 2 mm
Cálculo de los límites de control: Usaremos las constantes A2, D3, y D4 para n = 5.
- Límite de Control Superior (LCS) para X-barra: X-barra barra + (A2 * R-barra) = 10 + (0.577 * 2) = 11.154 mm
- Límite de Control Inferior (LCI) para X-barra: X-barra barra - (A2 * R-barra) = 10 - (0.577 * 2) = 8.846 mm
- Límite de Control Superior (LCS) para R: D4 * R-barra = 2.114 * 2 = 4.228 mm
- Límite de Control Inferior (LCI) para R: D3 * R-barra = 0 * 2 = 0 mm
Análisis: Si todos los puntos de las muestras están dentro de estos límites, el proceso está bajo control estadístico.
Si algún punto está fuera, indica una posible causa especial de variación que debe ser investigada.
Los gráficos de control son una herramienta visual esencial para el CEC.
Ejercicio Resuelto 2: Análisis de Capacidad del Proceso
Una empresa fabrica ejes con una especificación de diámetro de 25 mm ± 0.1 mm.
Después de analizar una muestra grande, se encuentra que el proceso tiene una media de 25.02 mm y una desviación estándar de 0.03 mm.
El objetivo es calcular los índices de capacidad del proceso Cp y Cpk.
Cálculo de los índices de capacidad:

- Cp = (Límite Superior de Especificación - Límite Inferior de Especificación) / (6 * Desviación Estándar) = (25.1 - 24.9) / (6 * 0.03) = 0.2 / 0.18 = 1.11
- Cpk = Mínimo [(Límite Superior de Especificación - Media) / (3 * Desviación Estándar), (Media - Límite Inferior de Especificación) / (3 * Desviación Estándar)] = Mínimo [(25.1 - 25.02) / (3 * 0.03), (25.02 - 24.9) / (3 * 0.03)] = Mínimo [0.08 / 0.09, 0.12 / 0.09] = Mínimo [0.89, 1.33] = 0.89
Análisis: Un Cp de 1.11 indica que el proceso es potencialmente capaz de cumplir con las especificaciones.
Sin embargo, un Cpk de 0.89 indica que el proceso no está centrado y está produciendo piezas fuera de especificación.
Se necesita centrar el proceso para mejorar su capacidad real.
Ejercicio Resuelto 3: Diagrama de Pareto
Una empresa recibe quejas de sus clientes sobre diversos problemas en un producto.
Se recopilan los siguientes datos:
- Defecto A: 50 quejas
- Defecto B: 20 quejas
- Defecto C: 10 quejas
- Defecto D: 5 quejas
- Defecto E: 15 quejas
Análisis: Se crea un Diagrama de Pareto ordenando los defectos de mayor a menor frecuencia.
Defecto A (50), Defecto B (20), Defecto E (15), Defecto C (10), Defecto D (5).
Interpretación: El Diagrama de Pareto muestra que el Defecto A representa la mayor parte de las quejas.
La empresa debe enfocarse primero en resolver el Defecto A.
Luego, puede abordar los otros defectos en orden de importancia.
Estos ejercicios son solo ejemplos.
El CEC y Seis Sigma ofrecen una amplia gama de herramientas y técnicas para la mejora continua.
Comprenderlos y aplicarlos puede transformar la eficiencia y la calidad de cualquier organización.