Aquí te explicaré cómo calcular la Capacidad de Proceso (Cp), el Índice de Capacidad de Proceso (Cpk) y el Índice de Capacidad de Proceso Corregido (Cpm). Vamos paso a paso para que puedas entenderlo fácilmente. Esto es importante en control de calidad para asegurar que un proceso productivo cumple con las especificaciones.
Paso 1: Definir las Especificaciones
Primero, necesitas tener bien claras las especificaciones de tu proceso. Estas especificaciones son el Límite Superior de Especificación (LSE) y el Límite Inferior de Especificación (LIE). Piensa en esto como los límites dentro de los cuales tu producto debe estar para ser considerado aceptable.
Por ejemplo, imagina que estás fabricando tornillos. El LSE puede ser 20 mm (tamaño máximo permitido) y el LIE puede ser 19 mm (tamaño mínimo permitido). Esto significa que todos los tornillos deben tener una longitud entre 19 y 20 mm.
Must Read
Paso 2: Recolectar Datos
Después de tener las especificaciones, debes recolectar datos del proceso. Recolecta una muestra de mediciones de tu proceso productivo. Cuanto más grande sea la muestra, más precisos serán tus cálculos. Asegúrate de que los datos sean representativos de la producción normal.
Siguiendo con el ejemplo de los tornillos, podrías medir la longitud de 30 tornillos producidos. Anota cada medición para usarla en los siguientes pasos.

Paso 3: Calcular la Media (μ) y la Desviación Estándar (σ)
Ahora calcula la media (μ) y la desviación estándar (σ) de los datos recolectados. La media es el promedio de todas las mediciones. La desviación estándar mide la dispersión de los datos alrededor de la media.
Para calcular la media, suma todas las mediciones y divide el resultado por el número de mediciones. Para la desviación estándar, puedes usar una calculadora científica o un software estadístico como Excel. Estos programas tienen funciones específicas para calcular la desviación estándar de una muestra.
Paso 4: Calcular Cp
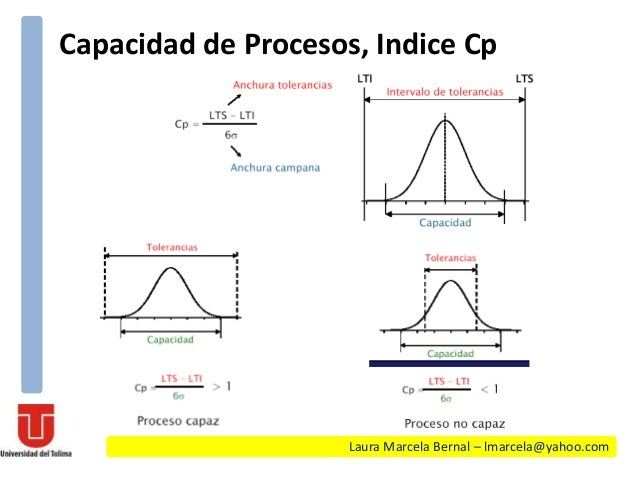
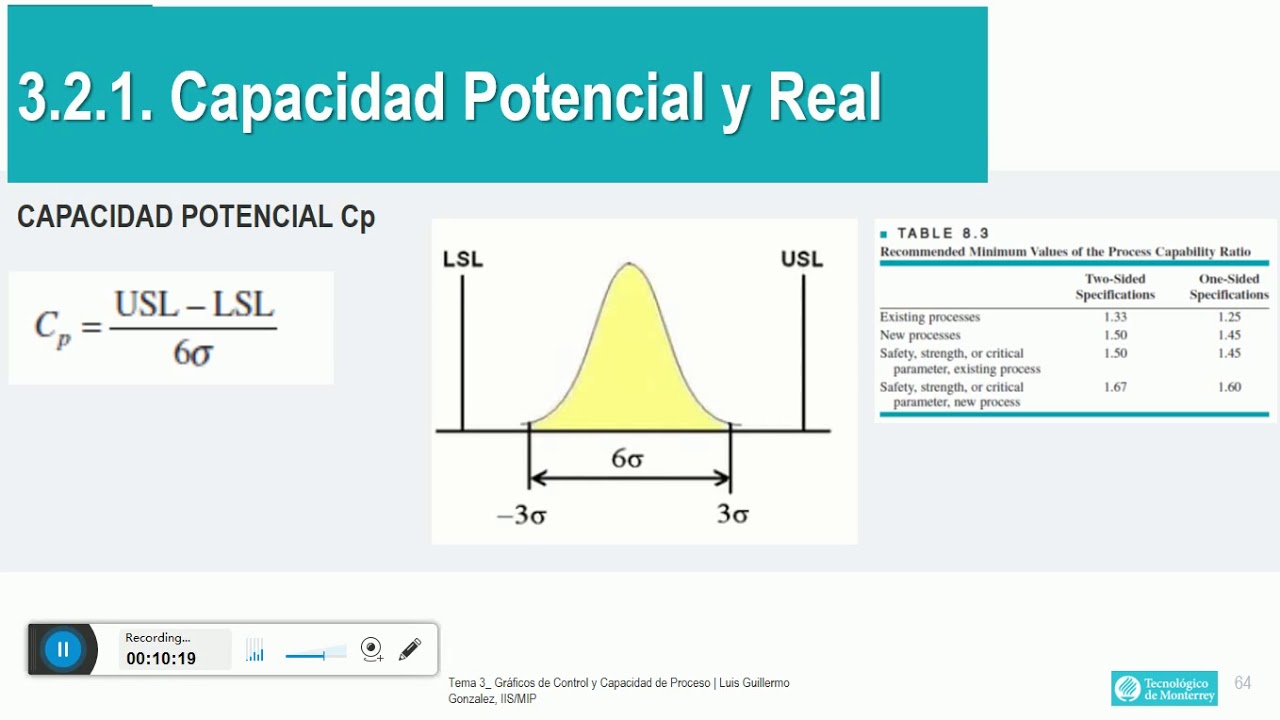
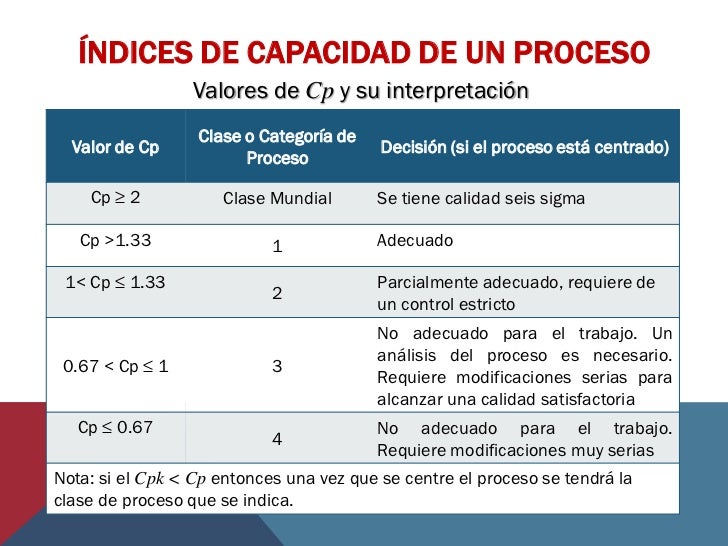
El Cp mide la capacidad potencial del proceso. Se calcula dividiendo el rango de especificación (LSE - LIE) entre seis veces la desviación estándar (6σ).
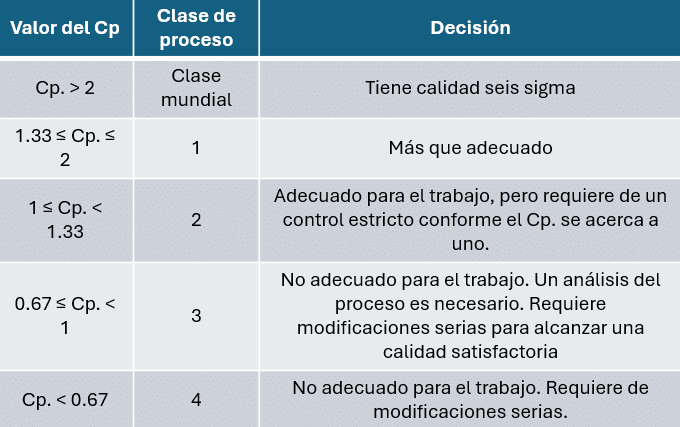
La fórmula es: Cp = (LSE - LIE) / (6σ). Un Cp mayor que 1 indica que el proceso tiene el potencial de cumplir con las especificaciones. En general, un Cp de 1.33 o mayor se considera aceptable en muchas industrias.
Paso 5: Calcular Cpk
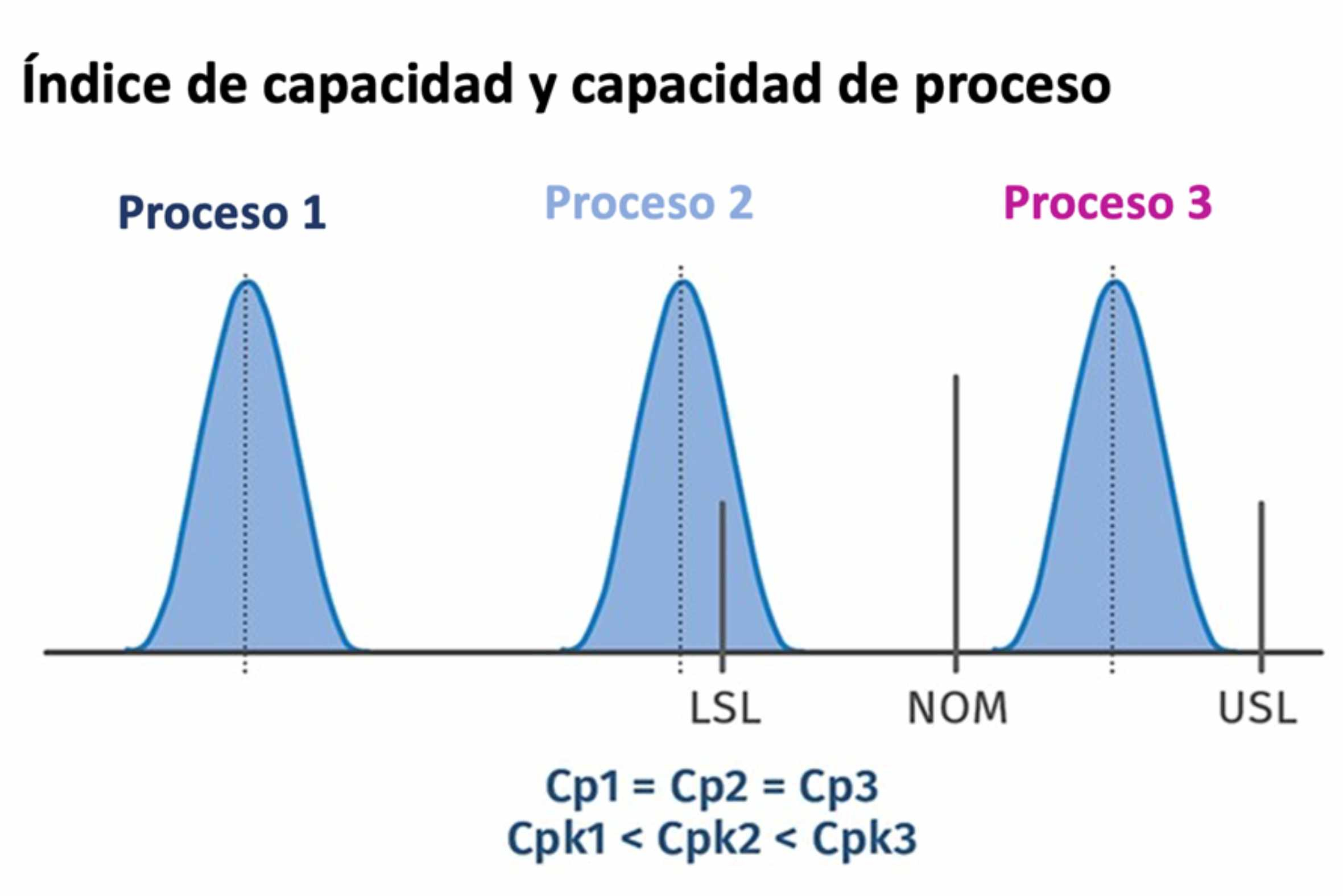
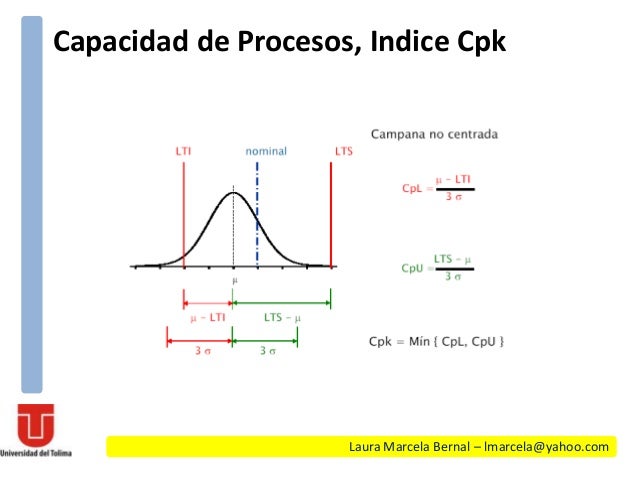
El Cpk mide la capacidad real del proceso, considerando la centralización de los datos. Se calcula encontrando el mínimo entre dos valores: (LSE - μ) / (3σ) y (μ - LIE) / (3σ).
La fórmula es: Cpk = min [(LSE - μ) / (3σ), (μ - LIE) / (3σ)]. El Cpk te dice qué tan cerca está el proceso de los límites de especificación y qué tan centrado está con respecto al rango de especificación. Al igual que el Cp, un Cpk mayor que 1 es bueno, y 1.33 o más se considera generalmente aceptable.
Paso 6: Calcular Cpm (Opcional)
El Cpm, también conocido como el índice de Taguchi, es una medida más sofisticada. Considera la variación alrededor de un valor objetivo (T), no solo alrededor de la media. Este valor objetivo es el punto ideal en tu especificación.
La fórmula es: Cpm = (LSE - LIE) / (6 * √[σ² + (μ - T)²]). Para usar esta fórmula, debes definir el valor objetivo T. Por ejemplo, en el caso de los tornillos, el valor objetivo podría ser 19.5 mm (el punto medio entre 19 y 20 mm).
El Cpm penaliza los procesos que tienen una gran variación o cuya media está lejos del valor objetivo. Es una medida más precisa de la capacidad del proceso cuando el objetivo es importante.
Recuerda que estos índices son herramientas importantes para monitorear y mejorar la calidad de tus procesos. Analiza los resultados y toma acciones correctivas si los valores son bajos.